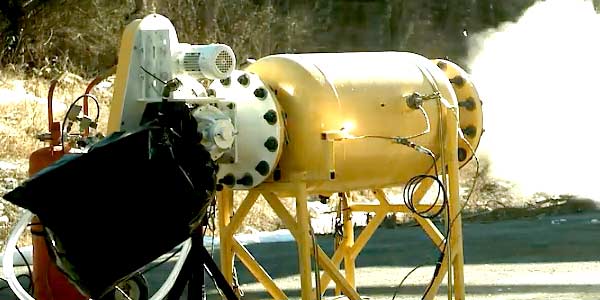
In February of 2015, Prater Industries made a significant investment of time and money to test our Rotary Airlock Valves at the Fike® Remote Testing Facility according to guidance found in NFPA-69. Certified NFPA-69 compliance has been the foremost concern for clients who have the need to purchase flame isolation devices for their own NFPA compliance requirements.
Why is NFPA-69 Compliance Important?
Certain products, like sugar, processed under many conditions are incredibly flammable and at greater risk for creating dust explosions. An increase in factory fires and dust explosions in recent years have resulted in fatalities and injuries. In an effort to secure the safety of their workers and equipment, factory owners and managers are increasingly seeking out flame isolation equipment to limit the damage that such an incident would cause.
How Did Prater Rotary Airlock Valves Get Certified?
Prater NFPA-69 Testing Video
In February of 2015 Prater Rotary Airlock Valves were tested at the Fike® Remote Testing Facility according to guidance found in NFPA-69.
Previously Prater, like many rotary valve makers on the market, were in theoretical compliance based on the following set of NFPA-69 standards. NFPA-69 requires that the rotary valve design clearance is less than or equal to .0079" (.2mm) to be considered a flame quenching (close-clearance) isolation device for non-metal dusts. As long as our gaps are big enough to prevent rubbing but less than .0079" the valve would meet NFPA-69 compliance requirements as an isolation device. For valves that require gaps greater than .0079" and/or process metal dusts, they can be considered a material blocking isolation devices as long as:
- 12.2.3.4.2 and 12.2.3.4.3 - These requirements are related to maintaining a product level above the valve and are independent of the valve design.
- 12.2.3.2 (1) - Flame quenching (non- metal dusts) or (2) material blocking (for all dusts) requirements.
NFPA-69 Design Criteria
The criteria of NFPA 69 12.2.3.2 Rotary Valve Design Criteria 2008 edition (page 69-23) are met as follows:
- 12.2.3.3.1 - The valve body and rotor have sufficient strength to withstand a Pred (determined by customer) of 15 psig
- 12.2.3.3.2 - Design basis is the responsibility of the explosion isolation system designer and independent of the valve design
- 12.2.3.3.4 - Valves have at least six vanes on the rotor, diametrically opposed
- 12.2.3.3.5 - Valves have at least two vanes on each side of the valve housing in a position of maximum clearance at all times
- 12.2.3.3.6 - Valves have metal body and vanes
- 12.2.3.3.7 - Bearings are mounted externally
- 12.2.3.3.8 - Valves can be interlocked by cutting power to the drive. The interlock mechanism is determined by system designer and is independent of valve design
- 12.2.3.3.9 - System specifier must determine if performance testing is required by the authority having jurisdiction
- 12.2.3.4 - Rotary Valve with Material Blocking
- 12.2.3.4.1 - Valves can be provided with a design clearance greater than .0079" if required
- 12.2.3.4.2 - A level control switch is provided and interlocked by the system designer and is independent of valve design
- 12.2.3.4.3 - The minimum maintained level above the flange of the greater of either 1 ft or the valve inlet diameter is determined by the system designer and is independent of valve design
- 12.2.3.5 - Close-Clearance Rotary Valves
- 12.2.3.5.1 - Valve is designed with vane to valve body clearance less than .0079"
- 12.2.3.5.2 - The vane to valve body clearance is small enough to prevent flame passage between the rotor and housing
- 12.2.3.5.3 - The actual clearances are measured after assembly to ensure the correct gap is provided. Follow up monitoring and a predictive maintenance program to address wear is the responsibility of the end user
Prater Rotary Airlock Valves were Certified by Fike® to comply with NFPA-69 standards based on the final article of NFPA-69 criteria, namely that:
The NFPA-69 Testing Conclusion
Fike® concluded that Prater Rotary Airlock Valves “were structurally sound, exhibiting no visually observable plastic deformation in any test.” Additionally, the rotary airlock valves “successfully isolated the protection region from flame propagation.” This summation provided by Fike®, makes Prater the first on the market to receive this 3rd party validation and the only Rotary Airlock Valve manufacturer in North America to take their theoretical compliance to the level of full practical NFPA-69 compliance.
 Additionally, Prater Rotary Airlock Valves were found to be structurally sound at pressures up to the maximum deflagration pressure tested of 2.32 barg (33.7 psig), exhibiting no visually observable plastic deformation in any test. To be NFPA-69 Compliant, equipment is only required to be tested to 1 barg (14.5 psig).
Additionally, Prater Rotary Airlock Valves were found to be structurally sound at pressures up to the maximum deflagration pressure tested of 2.32 barg (33.7 psig), exhibiting no visually observable plastic deformation in any test. To be NFPA-69 Compliant, equipment is only required to be tested to 1 barg (14.5 psig).
Fergus Keane, Vice President of Sales and Brent McIntosh, National Account Manager for Prater Industries both traveled to the Fike® facility to witness the testing. Mr. Keane said, “The results of the testing mean that our customers can be confident that Prater Rotary Airlock Valves are the safest and most explosion resistant airlocks in their plant. Ultimately, keeping workers safe and reducing downtime is what it’s all about”.
Rotary Airlock Valves are commonly used in industrial and agricultural applications as a component in bulk material handling systems. Rotary feeders are primarily used for discharge of bulk solid material from hoppers into a pressure or pneumatic conveying system.
About Prater
Prater is located in Bolingbrook, Illinois and is an industry leader in material handling equipment. Their product offering includes Airlock Rotary Valves, Fine Grinders, Air Classifying Mills, Lump Breakers, Sifters, Air Classifiers, Hammermills, and Compactors as well as Toll Processing Services.
Find out more about Prater Rotary Airlocks
FULL TEST RESULTS ARE AVAILABLE UPON REQUEST
info@praterindustries.com
1-877-AIRLOCK
